")
Стыковка конвейерных лент методом горячей вулканизации
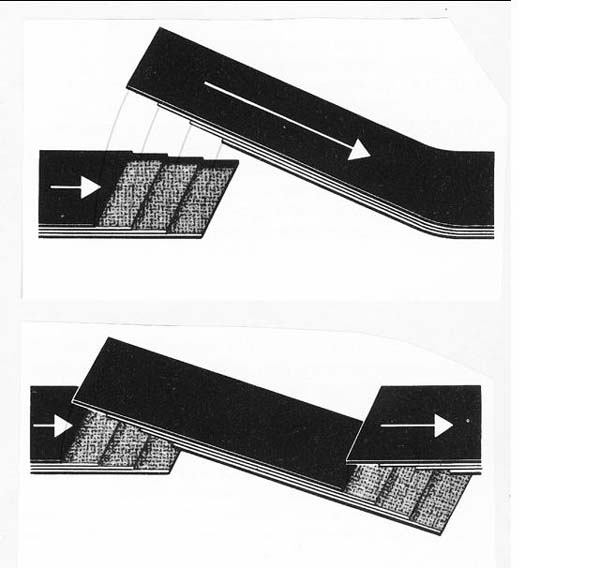
Сущность способа горячей вулканизации заключается в разделке и подготовке концов ленты и дальнейшей сварки в специальном вулканизационном прессе.
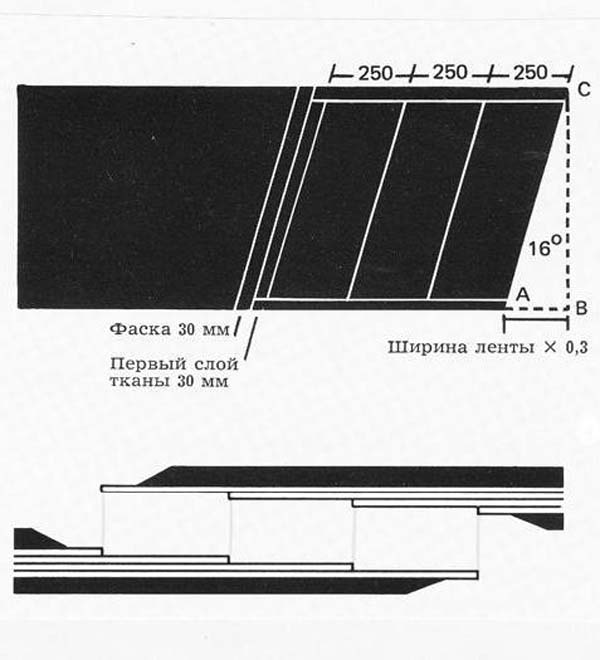
Разделка ленты подразумевает расслоение двух концов ленты конвейера по количеству прокладок ленты, нанесения клея и прослоечной резины на место стыка.
Сварка концов ленты производиться при температуре 150 градусов в течении 30-60 минут в зависимости от толщины ленты и условий эксплуатации. Полученный стык имеет толщину равную толщине ленты . По эластичности и упругости стык аналогичен ленте. А по прочности соответствует 90% основной ленты.
Способ имеет свои недостатки, связанные в первую очередь со сложностью транспортировки и монтажа пресса (вес около 1 тонны) и временем изготовления стыкового соединения .

Как вариант снижения времени соединения и уменьшения массы пресса является использование, так называемого, способа теплой вулканизации. Такой способ подразумевает использование специальных материалов (клея, прослоечной и обкладочной резины), обеспечивающих стыковку ленты в прессе при более низкой температуре 110 градусов и давлении 5-6 атмосфер.
